ទម្រង់ការបញ្ចូលអាលុយមីញ៉ូមផ្ទាល់ខ្លួន No GKX-Y1473

ការពិពណ៌នាសង្ខេប៖

ពត៌មានលម្អិតនៃផលិតផល
ភាពជាក់លាក់
6063-T5 ឬតាមតម្រូវការ
ចរិកលក្ខណៈ
ការផ្សារដែក = ល្អឥតខ្ចោះ
ម៉ាស៊ីន/កិន = ល្អឥតខ្ចោះ
ពត់ / ទម្រង់ = ល្អឥតខ្ចោះ
ភាពធន់ទ្រាំពាក់ = ល្អឥតខ្ចោះ
ភាពធន់នឹងការ corrosion = ល្អឥតខ្ចោះ
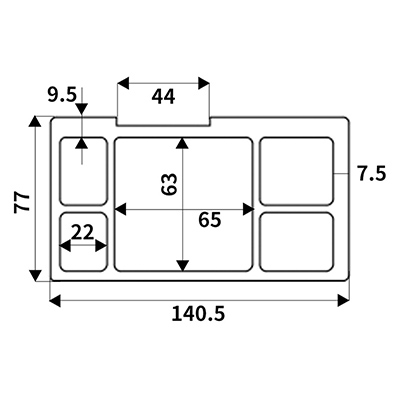


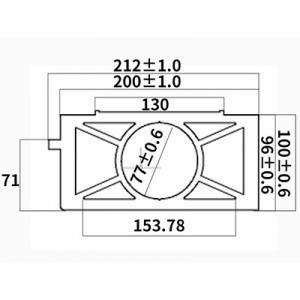
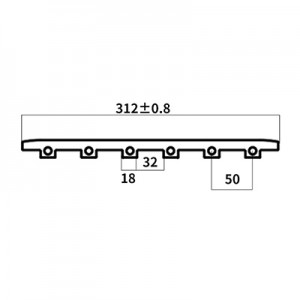
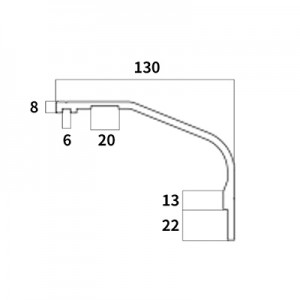
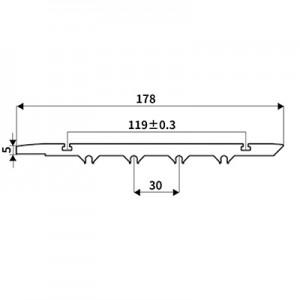
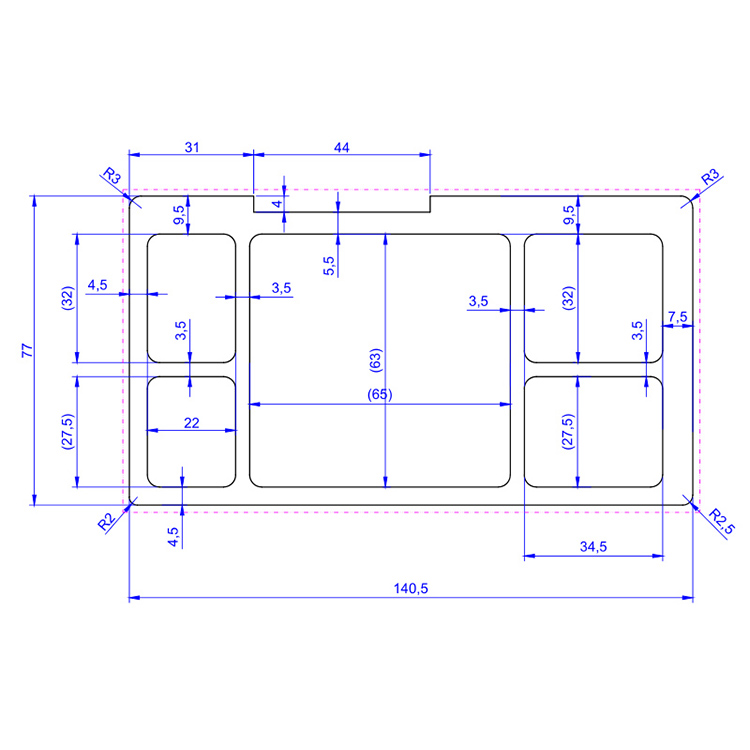
ផ្នែកឆ្លងកាត់ ឬគំរូជាក់ស្តែង
តម្រូវការភាពធន់នៃវិមាត្រកាន់តែខ្ពស់នៃទម្រង់ វាកាន់តែពិបាក បែហោងធ្មែញកាន់តែច្រើននៅក្នុងទម្រង់ នោះមេការរបស់ស្លាប់ងាយនឹងត្រូវបានគេដាល់ចេញកំឡុងពេលបញ្ចូល។កម្រាស់ជញ្ជាំងនៃទម្រង់នឹងមានភាពខុសប្លែកគ្នាសម្រាប់ទំហំផ្សេងគ្នានៃ extruders និងការកំណត់រចនាសម្ព័ន្ធទម្រង់

ថ្នាក់អាលុយមីញ៉ូម
ថ្នាក់អាលុយមីញ៉ូមដែលបានចុះបញ្ជីជាអន្តរជាតិ
មានច្រើនជាង ១.០០០ ពី ១.០០០ ទៅ ៨.០០០
ថ្នាក់នីមួយៗមានច្រើនប្រភេទ ថ្នាក់នីមួយៗមានរដ្ឋច្រើន ក្នុងលក្ខខណ្ឌនៃភាពរឹង កម្លាំង ធន់នឹងច្រេះ ដំណើរការបាន ភាពអាចផ្សារបាន លក្ខណៈសម្បត្តិតុបតែងនៃភាពខុសគ្នា
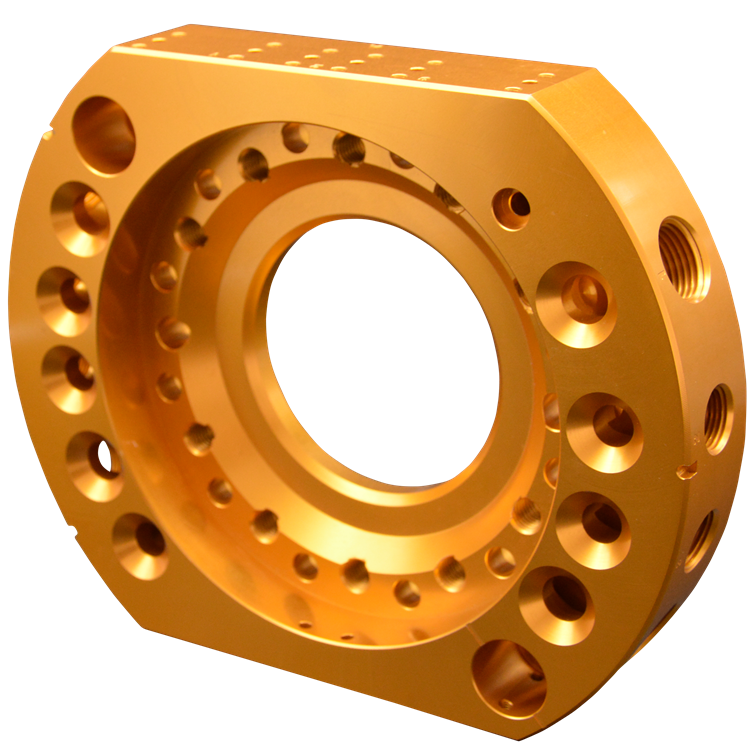
ការព្យាបាលលើផ្ទៃ
ការព្យាបាលផ្ទៃទម្រង់អាលុយមីញ៉ូមដែលគេប្រើជាទូទៅមាន "ការបាញ់ថ្នាំ ការបាញ់ខ្សាច់ ការធ្វើអេឡិចត្រុង ការកត់សុី ការទាញសូត្រ ការធ្វើត្រាប់តាមគ្រាប់ឈើ ការប៉ូលាគីមី PTFE ជាដើម។

តម្រូវការបញ្ចប់
ការបង្កើតទម្រង់អាលុយមីញ៉ូមបន្ថែមលើការព្យាបាលលើផ្ទៃ យើងក៏អាចបង្ហាញទម្រង់ក្រោយការកែច្នៃមួយចំនួនផងដែរ ដូចជាការកាត់ ការដាល់ ការពត់កោង ការពត់កោងជាដើម។
ដំណើរការប្ដូរតាមបំណងនៃការបើកផ្សិត
ដំណើរការប្ដូរតាមបំណងនៃការបើកផ្សិត
បើកតម្រូវការប្ដូរតាមបំណងផ្សិត៖
1、 គំនូរវិមាត្រ គំនូរវិមាត្រ (ទ្រង់ទ្រាយ CAD ឬ 3 វិមាត្រ រចនាសម្ព័ន្ធសាមញ្ញមិនអាចត្រូវការគំនូរទេ)
2. គំរូរូបវិទ្យា
ការត្រួតពិនិត្យគុណភាព
1. ប្រព័ន្ធគ្រប់គ្រងគុណភាពដែលបានបញ្ជាក់
7. ឧបករណ៍វាស់និងឧបករណ៍សាកល្បង
2. ការត្រួតពិនិត្យចូលនៃវត្ថុធាតុដើម និងផលិតផលខាងក្រៅ ដោយមានកំណត់ត្រាអធិការកិច្ចដំបូង
3. មានការត្រួតពិនិត្យដំណើរការ 2 ម៉ោងក្នុងមួយពេល
4. ការត្រួតពិនិត្យការដឹកជញ្ជូន
5. អនុវត្តការត្រួតពិនិត្យសម្ភារៈចូល គំរូដំបូង ដំណើរការ និងការដឹកជញ្ជូនដោយអនុលោមតាមការណែនាំការងារអធិការកិច្ច
6. មានអត្រាឆ្លងកាត់ និងអត្រាខូចគុណភាពនៃរបាយការណ៍ប្រចាំខែ
7. ឧបករណ៍វាស់ស្ទង់ និងឧបករណ៍ធ្វើតេស្ត
8. ការណែនាំអំពីដំណើរការផលិតកម្ម
9. រចនា និងផលិតផ្សិត និងកន្ត្រក និងគ្រឿងបរិក្ខារ។


សេវាកម្មសកល